Saldatura a filo
Caratteristiche principali

 | Homitt Zanzariera Magnetica per Porte 120 x 240CM, Zanzariera Magnetica Impedendo agli Insetti di entrare, Nero Prezzo: in offerta su Amazon a: 21,99€ |
Saldature a filo continuo
 La saldatura MIG è quella che presenta il minor numero di difficoltà e durante la saldatura un gas inerte protegge dall’ossidazione il metallo d’apporto. Il gas crea una vera e propria barriera che ostacola l’ossigeno nel raggiungere il bagno di fusione. Alcune saldatrici meno elaborate non adoperano l’apposito gas ma impiegano bacchette o bobine di filo rivestite di un materiale particolare che comunque protegge il bagno dal contatto diretto con l’ossigeno.
La saldatura MIG è quella che presenta il minor numero di difficoltà e durante la saldatura un gas inerte protegge dall’ossidazione il metallo d’apporto. Il gas crea una vera e propria barriera che ostacola l’ossigeno nel raggiungere il bagno di fusione. Alcune saldatrici meno elaborate non adoperano l’apposito gas ma impiegano bacchette o bobine di filo rivestite di un materiale particolare che comunque protegge il bagno dal contatto diretto con l’ossigeno.

Saldatura a filo: Come funziona una saldatrice a filo
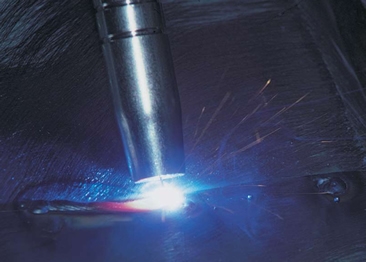
L’utilizzo di una saldatrice a filo è abbastanza semplice ed intuitivo. Per prima cosa è necessario premere il pulsante presente sulla torcia che ha la facoltà di azionare il meccanismo del trascinamento del filo nonché la valvola del gas e il circuito elettrico. Inoltre azionando le altre manopole è possibile tarare le varie grandezze in gioco in base allo spessore delle diverse lamiera da saldare e in relazione allo spessore del filo impiegato durante tuta l’operazione. Dopo aver eseguito un paio di test si può impostare in maniera impeccabile la velocità di avanzamento del filo. Infatti se il filo scorresse troppo velocemente non avrebbe sufficiente tempo per fondersi in maniera adeguata invece se venisse erogato troppo lentamente potrebbe perdere di consistenza in alcuni punti saldati.
Si riesce ad ottenere il miglior risultato solamente se si ha il perfetto equilibrio tra l’intensità della corrente, la velocità dell’operatore e la velocità di avanzamento del filo. All’atto pratico la velocità di fusione deve essere identica a quella dell’avanzamento del filo. Diminuendo la velocità di avanzamento l’arco creato si allunga e la tensione diminuisce in maniera proporzionale.Il filo deve sporgere dall’ugello di erogazione di circa due centimetri tenendo una proporzione pari a 10-15 volte il diametro del filo stesso. Se la sporgenza aumenta diminuisce la penetrazione della saldatura e ne aumenta la lunghezza. Il flusso di gas segue la stessa regola e aumenta in proporzione all’aumento della sporgenza del filo.Mentre il filo scorre dentro il conduttore ovvero la sua guida, viene attraversato da una corrente debole già che quella in eccesso viene assorbita completamente dalla guida. Però appena il filo esce dall’ugello erogatore l’intensità della corrente viene riversata per intero proprio sul filo che secondo la legge di Joule lo fa surriscaldare aumentando in maniera esponenziale il bagno di fusione.



 Quando si ha bisogno di sostanze sigillanti, una delle migliori e che vanta un ampio utilizzo è indubbiamente il silicone. Si ...
Quando si ha bisogno di sostanze sigillanti, una delle migliori e che vanta un ampio utilizzo è indubbiamente il silicone. Si ... Il fai da te comprende moltissime operazioni, ognuna delle quali può soddisfare una determinata tipologia di persona, con un ...
Il fai da te comprende moltissime operazioni, ognuna delle quali può soddisfare una determinata tipologia di persona, con un ... Il fai da te permette di ottenere moltissimi vantaggi dalla sua pratica, per cui si tratta di un hobby sempre più praticato e ...
Il fai da te permette di ottenere moltissimi vantaggi dalla sua pratica, per cui si tratta di un hobby sempre più praticato e ... Una delle varie operazioni che è possibile imparare a compiere grazie al fai ad te è quella di isolare determinati ambienti d ...
Una delle varie operazioni che è possibile imparare a compiere grazie al fai ad te è quella di isolare determinati ambienti d ... Il ferro è un elemento chimico, ma in genere questo termine viene comunemente utilizzato per indicare le “leghe di ferro”, qu ...
Il ferro è un elemento chimico, ma in genere questo termine viene comunemente utilizzato per indicare le “leghe di ferro”, qu ...-

Materiali
Quando ci si occupa di bricolage, o fai da te, non è necessario alzarsi una mattina e decidere di co...
-

Pavimento per interni
Il fai da te è una delle occupazioni più scelte dalle persone per trascorrere il proprio tempo liber...
COMMENTI SULL' ARTICOLO